淺析精密壓力表的幾種常見故障與調修
精密壓力表在工業生產中應用廣泛,其測量值的精準程度直接關系著工業生產的安全與否,一旦出現故障必須馬上停用 并安排檢修人員進行維修。本文從精密壓力表在工作過程中的常見故障出發,對故障的原因進行了分析,并對相應調修方法進行了介 紹,希望對工作人員在精密壓力表的使用和調修過程中給予一定參考。
0.引言
精密壓力表為便攜式的彈性元件測量儀表,由四部分 組成,分別是測壓系統、傳動機構、指示裝置和外殼,其性 能穩定、指示精準、功耗低,除了用于工業用壓力表的校驗 外,還可直接作為現場工作儀表使用,近年來在化工、石 油、冶金等領域使用的越來越廣泛。
1.精密壓力表在使用過程中的常見問題分析
精密壓力表測量的準確與否直接關系著工業生產的 安全與否,對于精密壓力表常見的問題,主要有以下幾種。
1.1零點超差
精密壓力表因長期使用,又因無零點限制釘,因此往 往出現正向或負向的超差現象。精密壓力表出現零點超差 現象主要有以下幾種原因:①彈簧管問題導致的零點超 差;彈簧管的彈性失效、彈性遲滯和殘余變形量的積累,都 會導致彈簧管的性能失效,從而出現零點超差的現象。② 齒輪和齒合脫離導致的零點超差;引發齒輪和齒合脫離的 情況有兩種可能,一種是在精密壓力表測量過程當中由于 壓力過大而引發,另一種是由于精密壓力表快速泄壓而引 發。③彈性元件材料問題引發的零點超差;彈性元件材料 本身檢測性能降低和疲勞強度降低都會引發零點超差現 象。④震動引發的零點超差在精密壓力表使用過程當中, 由于震動導致精密壓力表的表盤松動,進而導致零點超差 的現象發生。
1.2固定值誤差
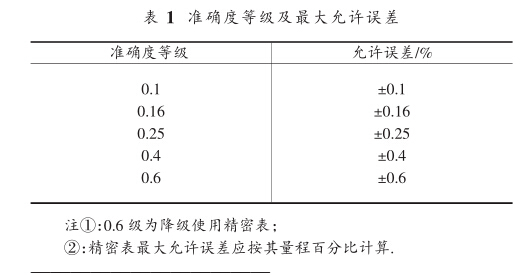
精密壓力表隨著壓力的增加或減少總是增加或減少 —個固定值(超出允差),固定值誤差的出現多是表盤指針 安放不到位或表盤松動引發的。精密壓力準確度等級及最 大允許誤差見表1。
1.3輕敲位移
在精密壓力表正常工作的情況下,輕敲精密壓力表表 盤,指針不會出現超過被檢表示值絕對值的跳動,如果跳 動超過了被檢表示值的絕對值,則該精密壓力表出現了輕 敲位移故障。輕敲位移故障的原因主要有以下幾種:①游 絲問題;當游絲缺少足夠張緊力時,精密壓力表容易出現 輕敲位移的情況。②傳動部件間的摩擦;放大機構與指針 受彈簧管自由端摩擦影響出現卡死或松緊度過大過小現 象,從而引發的輕敲位移故障。③咬合問題;當扇面齒輪與 中心軸咬合過緊或過松時,容易出現輕敲位移的現象。④ 螺絲、指針松動;當螺絲或指針松動或指針套和指針間松 動,都會導致輕敲位移現象的發生。
1.4非線性誤差
非線性誤差通常出現在壓力增減過程當中,壓力表示 值誤差隨壓力值的變化而變化,誤差由正誤差逐漸變為負 誤差或相反。
2.精密壓力表在使用過程中常見問題的排除方法
2.1零點超差故障的調修方法 處理零點超差故障,第一步,將精密壓力表的指針的 表盤取下,調整表盤下的游絲松緊程度,使得游絲有適當 張力,且各圈間隔相等并處于同一水平面,沒有碰撞摩擦 現象發生;第二步,將指針、齒輪、扇形輪重新與齒合安 裝,使指針歸位,并確認是否還存在零點超差現象。另外 如果零點超差現象不明顯,可通過調整表盤的方式的消 除故障。
2.2固定值誤差故障的調修方法 固定值誤差故障的調修方法較為簡單,首先打開精密 壓力表表盤,按照規定調整指針并固定,然后將表盤復位 即可。調修結束后對壓力表進行檢測,確認故障是否排除。
2.3輕敲位移故障的調修方法 當輕敲位移故障發生時,首先應確定故障原因,針對 故障原因進行調修。首先將精密壓力表的各個零部件進行 松緊程度的調試,確保松緊適中淇次,更換游絲或者調整 游絲松緊程度再次,將壓力表中松動的零部件重新鉚緊; 最后,用汽油對中心軸和軸孔進行清洗,排除連桿轉動軸 卡死現象;如故障依然無法排除,建議更換零部件。
2.4 非線性誤差故障的調修方法 調整非線性誤差首先需要將螺絲松開,將拉桿向內或 向外推動,調整拉桿與扇形齒輪間的夾角,從而排除故障,如一次調整無法滿足要求,則重復調整程序,直到非線性 誤差的消失。
3.結論
綜上所述,本文對精密壓力表在使用過程中出現的一 些故障及其原因進行了分析,并提出了相應的解決方法, 希望對相關工作人員在進行精密壓力表的使用和調修過 程中有所幫助。
上一篇:一般壓力表示值誤差不確定度評定
下一篇:淺談壓力表檢定及常見問題的處理