關于壓力表檢定修理方法的探討
從彈簧管式壓力表的工作原理人手,簡要介紹了檢定時應該注意的事項和常見問題的處理。
在工業過程控制與技術測量過程中,由于機械式壓力表的彈性敏感元件具 有很髙的機械強度以及生產方便等特性,使得機械式壓力表得到越來越廣泛的 應用。
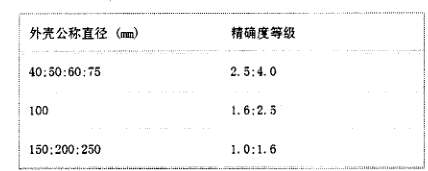
機械壓力表中的彈性敏感元件隨著壓力的變化而產生彈性變形。機械壓 力表采用彈簧管(波登管),膜片,膜盒及波紋管等敏感元件并按此分類所測童 的壓力一般視為相對壓力。一般相對點選為大氣壓力。彈性元件在介質壓力 作用下產生的彈性變形,通過壓力表的齒輪傳動機構放大,壓力表就會顯示出 相對于大氣壓的相對值(或髙或低)。一般壓力表的測量精確度等級和表盤直徑 的關系如下表:
壓力表按其測量基準
壓力表按其指示壓力的基淮不同,分為一般壓力表、絕對壓力表不銹鋼壓 力表、差壓表。一般壓力表以大氣壓力為基準,絕壓表以絕對壓力零位為基 準,差壓表測量兩個被測壓力之差。
壓力表按其使用功能分
壓力表按其使用功能不同可分為就地指示型壓力表和帶電信號控制型壓 力表。
—般壓力表、真空壓力表、耐震壓力表、不銹鋼壓力表等都厲于就地指 示型壓力表,除指示壓力外無其他控制功能。
帶電信號控制型壓力表輸出信號主要有:
開關信號(如電接點壓力表)
電阻信號(如電阻遠傳壓力表)
電流信號(如電感壓力變送器,遠傳壓力表,壓力變送器等>
壓力表按測量介質特性不同可分為:
1.—般型壓力表
—般型壓力表用于測量無爆炸、不結晶、不凝固對銅和銅合金無腐蝕作 用的液體、氣體或蒸汽的壓力.
2.耐腐蝕型壓力表
耐腐蝕型壓力表用于測量腐蝕性介質的壓力,常用的有不銹鋼型壓力表、 隔膜型壓力表等.
3.防爆型壓力表
防爆型壓力表用在環境有爆炸性混合物的危險場所,如防爆電接點壓力 表,防爆變送器等.
壓力表的防腐措施
1.外殼的防腐
使用環境有腐蝕性氣體等建議外殼采用不銹鋼外殼或者外殼噴涂四氟, 以便延長壓力表使用壽命.。
使用環境濕度高建議外殼提髙防護等級,以防外部水氣進入表內,提高 壓力表使用壽命。
2.接液部分防廟
對一般腐蝕介質,如果不銹鋼彈性元件能耐卜2年的腐蝕,則可選用一 般的不銹鋼壓力表,安裝時,導壓管要短,必要時緩沖盤管改用緩沖罐,以防雜 質堵塞。
可采用隔膜式壓力表,目前有含鉬不銹鋼、哈氏合金及鉭片,膜片與彈 道管之間用甲基硅油傳送壓力,最小量程可做到0~ lOOkPa,如果膜片材料還 不耐腐,則可加一層F46(聚全氟乙丙稀)膜片。在我們日常檢定壓力表的工作 中,經常遇到有故障的壓力表,其檢定時的常見故障及調修方法如下:
2.1加壓指針達不到滿度或壓力去掉后指針不回零位。
1、游絲沒有足夠盤緊或張大,游絲力矩不足。可脫開中心齒輪與扇形齒輪的嚙合,反時針旋動中心齒輪軸以增大游絲反力矩。
2、機芯固定位置不當,連桿與扇形齒間夾角太小,應變動機芯位置或調整 傳動齒輪嚙合間隙。
3、連桿過分短,傳動機構放大角受了限制,指針走不到滿度和零位。調大 傳動比,縮小扇形齒短臂的長度,將示值往快趕。
4、指針打彎或松動,可用鑷子矯正,校驗后緊固B
5、游絲老化彈性不夠,更換。
6、經反復調整,示值仍不成比例變化,應判斷為彈簧管變形無法修理,必 須更換新件。
2.2壓力表指針有跳針或滯針現象
1、齒牙有銹蝕、磨損,或兩齒輪嚙合處有毛刺、污物存在,可拆下兩齒輪 進行清潔。
2、軸孔磨損,軸在轉動中與孔壁單側相碰,或連桿在某一點上與連接件產 生摩擦卡住現象。
3、指針與‘面玻璃或刻度盤相碰有磨擦口可矯正指針,加厚玻璃下面的 墊圈或將指針軸孔絞大一呰。
4、中心齒輪軸彎曲,軸徑不同心,不吻合,可取下齒輪用木錘矯正敲直或 以平口鉗矯直。
5、連桿與扇形齒輪間的活動螺絲不活動或活動螺絲松脫,可用銼刀銼薄 連桿厚度。
2.3在檢定中,示值不能穩定,壓力明顯下降。
此時首先檢査壓力表與壓力表校驗器的連接處是否漏油。如果沒有漏油, 應拆下刻度板作進一步檢查。
1.機座本身有砂眼,經長期使用后逐漸產生滲漏。需更換相同規格的機 座,測量低壓力可以補焊。
2、長期經受脈沖壓力作用,彈簧管產生疲勞或兩端密封部位有滲漏。可 以補焊兩密封部位或重新擰緊,破裂則報廢彈簧管。
2. 4當所加厘力達到壓力表測量上限刻度值時,壓力表的指仍不動或很 少移動
說明壓力未傳到彈簧管。應先檢查壓力表校驗器連接的密封墊片是否將 接頭處通道堵死。若連接處沒有問題,則證明壓力表內部堵塞,應予清洗
2.5僅某一檢定點超差。
1、在哪一刻度上發現超差,就停在哪一刻度上。檢查傳動軸孔是否受阻;. 連桿是否靈活:齒牙嚙合點有無損傷、異物等加以排除。
2、某點出現正誤差時,常因齒牙嚙合點有污物、毛刺,出現負誤差時,多 由于齒牙的形損或傷齒。扇形輪有傷齒則無法調修,必須更換新件。
2.6被檢表誤差總是增加或減少一個固定值
被檢表隨壓力的增大,指針讀數總是與標準示值相差某一固定值,它是由 于指針安裝不正確而引起的系統誤差。
2.7被檢表誤差成比例地增加或減少
出現這種現象主要是扇形齒輪傳動比不正確而導致的,只要移動一下示值 調節螺釘就能解決。
1、如果被檢表誤差逐漸增大時,將示值調節螺釘沿槽孔往右(下)移,擴大 扇形齒輪短臂的臂長,將傳動比調小。
2、如果被檢表誤差逐漸減小時,應將示值調節螺釘往左(上)移,縮小扇形 齒輪短臂的臂長,將傳動比調大。
2.8被檢表示值誤差先后快惺不同
1、如示值先快(正誤差)后慢(負誤差),可松幵機芯兩個固定螺釘,順時針 方向轉動機芯,或將連桿自由端向外移,擴大連桿與扇形齒間夾角。
2、如示值先慢后快,逆時針方向轉動機芯,或將連桿自由端向里移,縮小 連桿與扇形齒間夾角。
3、有時要二者結合,反復調試,選擇最佳處將其固定。
2.9示值調節螺釘已移到盡端仍超差
其原因主要是機芯或刻度盤裝錯,連桿太長或太短。解決的辦法是:先旋 轉一下機芯試試,再換連桿,換一個機芯或刻度盤試試。
2.10回程誤差超差
1、回程誤差多出自零部件結合處的活動間隙過大。情況較輕的,可增加游絲的力矩來消除,嚴重的應更換新配件。
2、游絲收縮或張大的程度不夠,也會造成該點回程誤差加大。
3、機件在傳動中有摩擦阻礙0如齒輪配合過緊、有毛刺、污物,軸彎曲 或孔配合過緊等,也能引起此類誤差。
2.11輕敲位移的調整。
指針在輕敲表殼后應先向逆時針方向轉動,否則必存在輕敲位移。輕敲位 移常出自以下幾種原因:
1、游絲沒有足夠地盤緊或張大,也可能是游絲的兩端緊固不良。
2、傳動部件間有摩擦,影響彈簧管自由端對傳動放大機構和指針組件的 拖動,常見有連桿不活絡,傳動軸被壓死,或軸與孔配合過緊等。
3、某處嫘絲釘松動,特別示值調節蟪絲釘松動影響最大。
4、齒牙嚙合不良,有滑牙或阻礙現象?
5、指針未緊固,或指針套與指針片間松動?
2.12壓力表表芯游絲紊亂的修理?
表芯游絲縈亂,會弓I起示值誤差?這種情況不但在用表有,而且新購表也 有。主要原因:
1.使用中由突然減壓或沖擊引起。
2、表中心齒輪離扇形齒邊緣處太近,經不起震動。修理時,按住扇形齒輪 的尾槽部,使扇形齒微微離開中心齒,使游絲恢復原狀,并使齒輪重新配合好.
3.檢定工作憲畢應注意的辜項
1、檢查所有嫘釘是否已經緊固,每個嫘釘都不允許有松動,特別固定機芯 的螺釘和示值調節螺釘的緊固尤為重要。
2、外殼安裝后,應檢査一下指針軸和指針是否碰玻璃,而后將表體輕搖一 下,聽聽有無響聲,以免零件或雜物遺入。
3、檢定不合格的壓力表,應降級使用的,要做好更改準確度等級標志的工 作;發給“檢定不合格通知書”,并注明不合格項目和內容。
4、檢定合格的壓力表,發給“檢定證書”,證書上給出合格的準確度等級。 用于強制檢定的壓力表并附有封印標記?
通過隊壓力表檢定過程中出現的故障處理分析,許多故障都由于平時 的使用和維護不當造成的,能真正為生產運行提供可UE的安全保障,為防范亊 故、保障人身和財產安全發揮重要作用。
上一篇:精密壓力表溫度附加誤差的分析